太阳能作为战略性新兴能源产业,由于其具有安全、少污染和可再生性,已成为人类发展所必须的清洁能源,尤其是光伏发电,近年来备受各国的重视和推广。而制约光伏发电进一步发展的最主要原因是度电成本偏高,一直未能实现平价上网。对电池端而言,降低度电成本的途径主要有2个,一个是提高电池的光电转换效率,另一个是降低电池的每瓦生产成本。然而很多新技术在提高光电转换效率的同时,往往又提高了生产成本。在晶体硅太阳电池的制备中,正面电极印刷时的银浆消耗占整个生产辅料成本的40%以上,因此,如何在现有生产条件下有效降低银浆成本成为重中之重[1]。本文从太阳电池正面图形入手,通过几组实验数据,在不同设计图形下找到正面银浆单耗、电性能、组件焊接拉力等面的最佳平衡,以达到降低成本的目的。
1实验
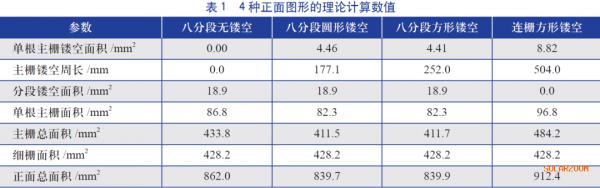
本次实验样品采用多晶硅太阳电池,以4种不同正面图形为例,在电池正面寻求银浆单耗、电性能及组件焊接拉力的最佳平衡点。其中,设计的4种正面图形细栅保持一致,主要区别在于主栅段,分别为:八分段无镂空、八分段圆形镂空、八分段方形镂空,以及连栅方形镂空,具体数值如表1所示。浆料为正常量产浆料,印刷前奇偶分片;实验过程中集印刷银浆单耗、电性能数据,并跟踪组件端焊接拉力数据。
本实验中丝网印刷设备采用ASYS设备,网版为新倬壮无网结网版,参数规格为:目数400,线径16 μm,线宽24 μm,纱厚21 μm,膜厚11 μm;刮条为数木碳纤维刮条;印刷参数为网距1.2 mm、印刷压力60 N、印刷速度300mm/s。印刷单耗采用上海方瑞FA1004型电子天平称量;电池转换效率采用Halm高精度I-V测量系统测量;焊接拉力采用小牛CH513焊接机测量;焊带采用凡登聚光生产的1.0 mm×0.25mm焊带。
2结果与讨论
2.1银浆单耗分析
4种不同设计的正面图形在同一台ASYS设备上印刷,产生的银浆单耗如表2所示。从表2可以看出,3种八分段图形的银浆单耗均明显低于连栅图形;而3种八分段图形中,无镂空的银浆单耗大于圆形镂空和方形镂空,但差异较小。此结果主要取决于设计图形理论面积的大小。


从表3可以看出,A、B、C 3组八分段图形制备的电池的效率差异较小,平均效率为18.451%,而采用连栅图形设计的D组效率比A、B、C 3组的平均值高0.018%。由此可知,八分段图形的主栅有无镂空对效率的影响不大。电池的主栅线主要是起收集电池副栅线的电流并将此电流传输至互联条的作用,还要保证电池与互联条的可焊性和一定的焊接牢固度[2]。电池所产生的电流通路是连接电池的互联条而不是电池的主栅线,因此,组件中与互联条重合的主栅线部分可采用大面积的镂空[2],即A、B、C这3组八分段图形设计并不影响组件的输出功率,所以D组与A、B、C 3组之间的效率差异很小。
2.3组件焊接拉力
在焊接条件一定的情况下,组件焊接拉力的大小取决于焊带与浆料的接触面积,以及浆料的厚度。浆料厚度相同时,焊带与浆料的接触面积越大,焊带的焊接稳定性越高,整体拉力值提升;浆料接触面积相同时,浆料偏薄易使焊接形成Sn/Pb/Ag合金层后剩余的银层偏薄,导致剥离拉力较小。
2.3.1不同图形的焊接拉力对比
1)八分段无镂空图形与八分段圆形镂空图形的对比。选取帝科92A浆料(后文简称“浆料a”)为正面银浆,采用同一焊接机台验证A、B组的拉力大小,结果为B>A,即圆形镂空图形的主栅焊接拉力值大于无镂空图形的。在Zeta显微镜拍摄下,二者的主栅形貌如图1、图2所示。
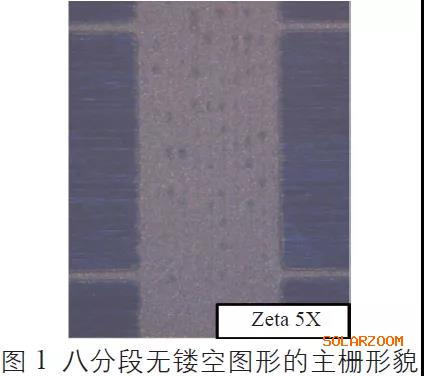
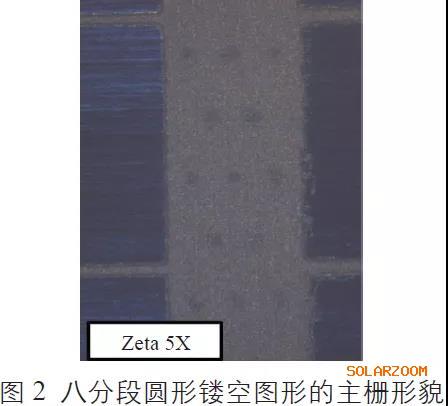
可以看出,5倍显微镜下,无镂空图形的主栅表面有很多小的漏硅,高低起伏很大,像表面有很多镂空点;且相对于圆形镂空图形的主栅,无镂空图形的主栅上镂空点小而密。圆形镂空图形的主栅,镂空处乳剂在印刷时起到支撑作用,相对流动性好,下墨增多,镂点边缘浆料堆积增加了主栅的厚度,使焊接时有效接触面积增加,对焊接拉力有改善作用。
2)八分段圆形镂空图形与八分段方形镂空图形的对比。圆形镂空图形与方形镂空图形设计的镂空比保持一致,在镂空面积相同的情况下,方形镂空图形的镂空边缘周长大于圆形镂空图形,镂空部分边缘因为乳剂支撑对浆料下墨起到积极作用,焊接时与焊带的有效接面积增加,在一定程度上增加了焊接拉力,因此,焊接拉力C>B。
3)八分段方形镂空图形与连栅方形镂空图形的对比。相对于八分段图形的主栅,连栅图形的主栅面积增加了22%,接触面积也相应增加。连栅图形无明显起伏,焊接稳定性增加,整体焊接拉力值明显高于八分段图形。
2.3.2不同图形的对比结果
综上所述,使用相同焊接机进行焊接,4种不同图形对应的焊接拉力按从大到小排序为D>C>B>A。上述拉力值均满足目前行业主流需求“焊接拉力值要大于2 N/mm”。
2.3.3 2种浆料对应不同图形时的焊接拉力分布对比
除浆料a外,另选取首骋180-J浆料(下文简称“浆料b”)作为正面银浆,在相同焊接条件下,分别使用4种不同图形进行焊接拉力测试。图3为浆料a对应的4种图形下的焊接拉力分布,表4为具体焊接拉力分布数据。
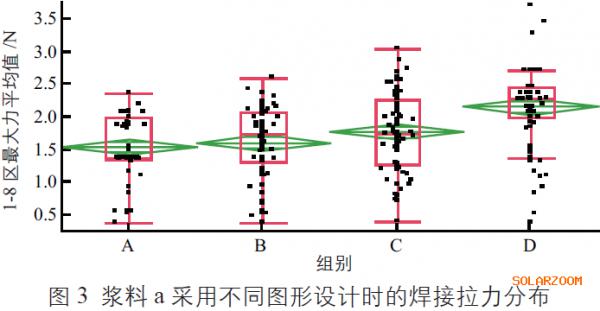
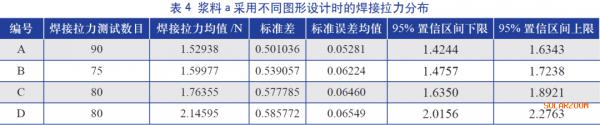
从图3和表4可知,正面银浆选取浆料a时,使用相同焊接机焊接并进行拉力测试,4种不同图形的焊接拉力从大到小排序为D>C>B>A。图4为浆料b对应的4种图形下的焊接拉力分布,表5为具体焊接拉力分布数据。
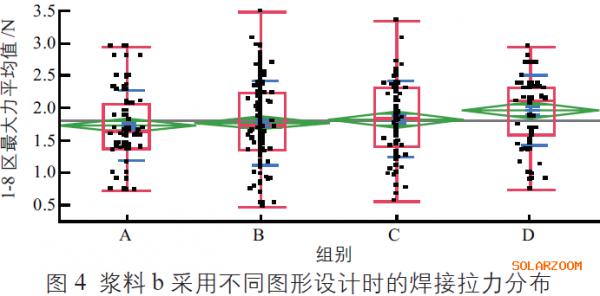

从图4和表5可知,正面银浆选取浆料b时,使用相同焊接机焊接并进行拉力测试,4种不同图形的焊接拉力从大到小排序为D>C>B>A。此结果与之前浆料a的实验结果相符。
3结论
本文详细讨论了4种不同图形设计的主栅在银浆单耗、电性能、组件焊接拉力方面的表现。综合实验数据可以得出如下结论:
1) 4种图形的理论面积大小决定了其银浆单耗的大小;参照理论数值,连栅方形镂空图形的银浆单耗明显大于3种八分段图形。
2)主栅的作用主要为收集电池细栅线的电流并将此电流传输到互联条,还要保证电池与互联条的可焊性和一定的焊接牢固度。因此,分段设计不会影响到电池效率及组件的输出功率。通过对比实验可以看出,采用不同分段设计的电池的转换效率差异较小。
3)连栅图形的组件端焊接拉力值明显大于八分段图形。在3种八分段图形中,圆形镂空图形的焊接拉力大于无镂空图形;同样的镂空比例下,方形镂空图形的焊接拉力大于圆形镂空图形,主要原因为镂空部分的乳剂对浆料下墨塑形有积极作用,增加了焊接时的有效接触面积,从而提升了焊接拉力。综上所述,在工艺条件一定的情况下,4种图形设计的电性能差异不大,可根据客户要求及自身成本需求在银浆单耗与焊接拉力性能方面做出选择。










 扫一扫关注微信
扫一扫关注微信
{kind=link}
{kind=link}