


摘要
实现硅基光伏组件的高输出功率密度Pout,需要提高电池效率以及减少电池—组件(CTM)的损失。太阳能电池堆叠是20世纪50年代首次引入的一种组件封装方法,其主要目的是希望通过以下方式减少CTM损失:1)通过相邻电池的堆叠来消除电池的间距;2)通过用相邻电池的有效区覆盖主栅线来减少阴影损失;3)减少电池间串联电阻损耗。本文报道了Fraunhofer ISE基于钝化发射极和背局域接触电池(PERC)技术制造的叠瓦太阳能电池的最新研究进展。采用的制造工艺是在硅片(基于Czochralski工艺生长的6英寸硅片)金属化和接触烧结后将它们分离成双面p型叠瓦钝化边界、钝化发射极和背面(pSPEER)太阳能电池。分离工艺采用的是激光辅助切割技术:1)激光划线和机械切割,或2)热激光分离。由于分离过程没有对边界进行钝化,可能会导致高边界复合率。因此,开发了基于光致发光的方法来表征边界复合率,并通过Quokka3方法进行仿真模拟。为了进一步提高未进行边界钝化的电池的pSPEER输出功率密度Pout,已经开发了后金属化/分离边界钝化方法,即钝化边界技术(PET)。在pSPEERPET太阳能电池中增加PET步骤可以提高额定面积功率达Pout= 23.5mW/cm2(这里包括了额外的背面辐照度Gr= 100W/m2)之多。接着,在进行叠瓦组件组装的过程中,采用导电粘合剂(ECAs)的固化动力学和基于机械模型的研究方法,来更好地理解电池串中pSPEER电池之间的连接。然后使用SmartCalc软件进行CTM分析。该CTM软件分析结果显示了串联式拓扑与矩阵式拓扑的差异。最后,叠瓦太阳能电池因其能减小组件面积并且使用于集成组件产品使它们非常受欢迎,这可以通过其在汽车上的成果应用得到证明,并同时还能保持较高Pout。根据作者在定制组件和表面设计方面的专业知识,提出了一种具有高度美观外表的车辆集成光伏解决方案。
简介
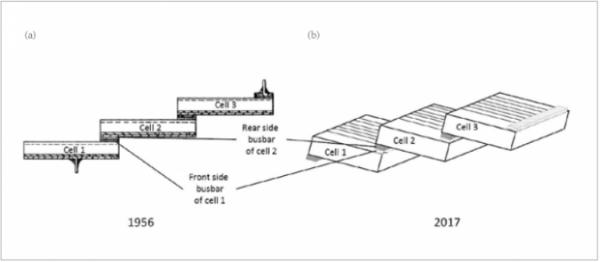
仅在第一款硅基太阳能电池制造出来[1]两年后的1956年,就有人提交了太阳能电池的堆叠互连方案的专利(见图1(a))[2]。随后,又出现与之相关的各种应用专利,例如卫星太阳能电池阵列[3],包括不同互连模式、几何形状和热稳定的叠瓦阵列[4]。早期叠瓦太阳能电池的出版物,主要涉及1)低辐照度下在电子设备上的应用[5];2)具有有限发电面积的原型车[6]。
“由于有效电池面积的增加和串联电阻的降低,叠瓦式设计能有效增加组件输出功率密度Pout。”
目前市场上已经有基于叠瓦太阳能电池的商用组件[7,8],预测趋势表明未来几年市场份额将会增加[9]。最近专利(参见图1(b)[10,11]中的例子,以及文献[12-15]中的报告)指出了与叠瓦概念相关的研究活动正快速增加。叠瓦电池制造工艺是通过将一个电池的背面主栅线与下一个相邻电池的前表面主栅线重叠,使相邻电池形成机械和电气互连,从而形成视觉上无主栅线的叠瓦电池串,并形成叠瓦式组件。
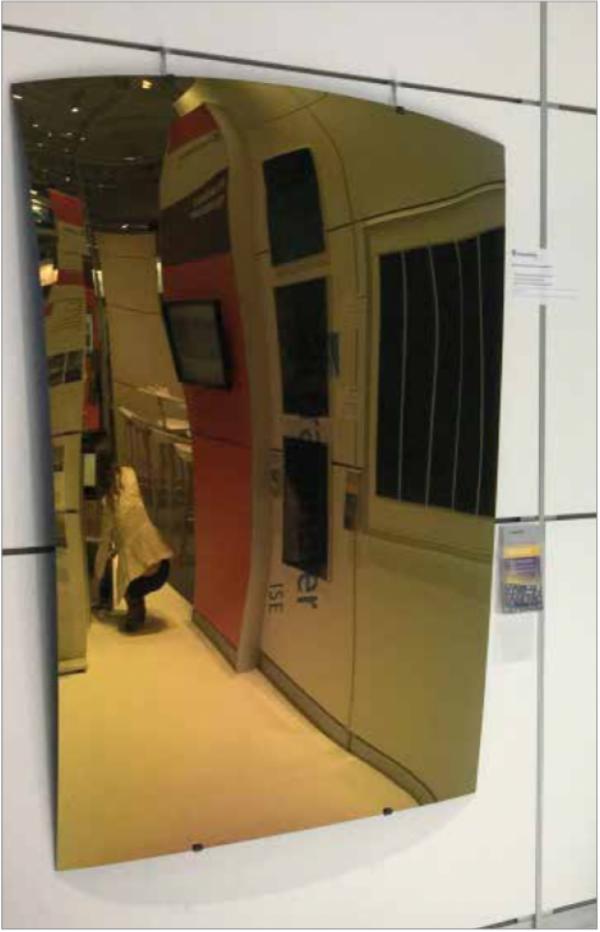
由于有效电池面积的增加和串联电阻的降低,叠瓦式设计能有效增加组件输出功率密度Pout。此外,其外观的均匀性引起人们对其在车辆-光伏一体化(VIPV)和建筑-光伏一体化(BIPV)上应用的兴趣。此外,通过使用双面太阳能电池可以进一步增加Pout,因为双面太阳能电池可以利用从背面反射的光线[16,17]。参考Fraunhofer ISE之前在Photovoltaics International上[24]讨论的叠瓦双面太阳能电池,包含了双面钝化发射极与背局部接触电池(PERC和biPERC)[18,19],钝化发射极与背局部扩散(PERL)电池[20],钝化发射极和背全局扩散(PERT)电池[21],异质结(HJT)电池[22]或TOPCon [23]电池。
未来几年市场向PERC太阳能电池的转变[9],意味着铝背面场(Al-BSF)太阳能电池市场份额的缩小。而市场向PERC太阳能电池转变的主要原因是,与Al-BSF相比其具有介电钝化的背面,这使得PERC具有进一步提升效率的潜能。PERC太阳能电池具有由局部接触开口(LCO)和随后金属化步骤产生的局部接触,这使得PERC电池结构可以设计用于双面光吸收。这种biPERC是通过背面金属电极网格替换背面全区域金属化而获得的,从而该网格金属化能够从背面吸收光线。
这种背面钝化层的调整可增强电池背面的光耦合。虽然叠瓦概念可以应用于不同的电池结构,如PERC、HJT和TOPCon等(如Wöhrle等[24]所述),但本文将主要讨论的是基于PERC的叠瓦电池,该电池由基于Czochralski工艺生长的(Cz-Si)硅片制造而成,然后封装在叠瓦组件中。
在本文的第一部分,将介绍Fraunhofer ISE现有的制造工艺,以及双面p型叠瓦钝化边界、发射极和背面(pSPEER)太阳能电池[25]的表征结果,并用于叠瓦组件封装。还介绍了用于制造叠瓦电池的激光辅助分离工艺。通过对分离边界的建模、仿真和光致发光(PL)测量,进一步研究了分离边界的质量。此外,还引入了Fraunhofer ISE的钝化边界技术(PET),这是一种后金属化/分离边界钝化概念。在第二部分中,作为电池互连的重要步骤,展示了可用的测试方法以及导电粘合剂(ECA)的关键特性。本文还对比了可行的叠瓦设计拓扑结构,并建议了其在众多领域的应用,例如光伏-车顶一体化。
pSPEER太阳能电池的概念和工艺
与大面积电池相比,双面叠瓦pSPEER电池的制造仅需要增加一个额外的工艺步骤:激光辅助分离工艺。该分离工艺更适合在6英寸硅片后段制程完成(通常在烧制后)之后进行。如Baliozian等人[25]所报道的那样,pSPEER太阳能电池只通过修改后段制程就可以完成制造。除了额外的分离工艺步骤之外,制造pSPEER太阳能电池还需要调整金属化设计,目的是在一块硅片中得到数片叠瓦电池。换句话说,可以使用来自工业生产线的PERC前段(具有沉积的钝化层)样品,同时叠瓦电池的尺寸也可以按照需求设计。稍后讨论如何使用前段样品制造pSPEER电池。
pSPEER电池的电流-电压测量
快速精确的电流-电压(I-V)测量是表征叠瓦太阳能电池的前提条件。网格几何形状,尤其是倒转放置的背部网格和小电池尺寸,对I-V测量设备提出了新的挑战。其中,带有接触引脚的传统测量装置仅可用于研发用途。
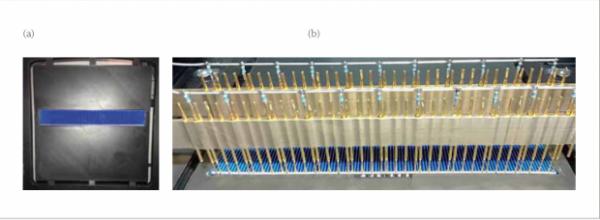
测量电池的方法之一是使用传统硅片形状的嵌体,如图2(a)所示。将pSPEER电池放置在嵌体中,然后通过两排I-V引脚阵列条与前表面和背面主栅线形成电接触,如图2(b)所示。另外,还有两排附加阵列(每侧一排)用于辅助机械固定,因此没有电连接。为确保测量的有效性,I-V测试仪使用基于Fraunhofer ISE CalLabPV cells实验室测量的pSPEER电池作为校准。同时也会测量电池总面积(包括主栅)。由于主栅是相邻叠瓦电池形成互连之后才被覆盖的,因此现在我们主要关注的是除了主栅区域之外的区域或者称为指定区域的效率。用总电池面积减去主栅面积可以计算出有效区域短路电流密度jsc,des。
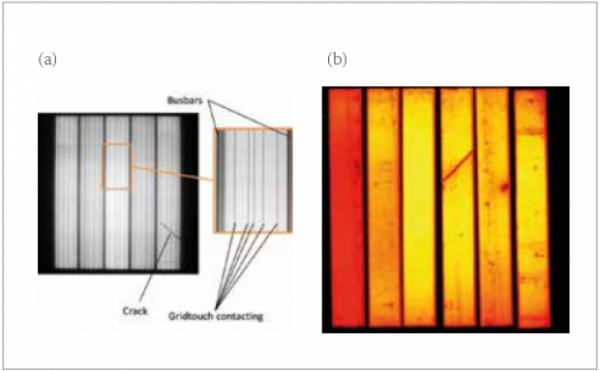
然而,对于量产产线来说,这种测试设备并不是最理想的,因为所测电池的等效功率大小会随着叠瓦尺寸的变小而减小。因此,用于测量叠瓦电池效率的替代方法正在开发中。目标是在主硅片进行激光电池分离之前用常规技术进行测量。由于前主栅和背主栅的走向相互交替,因此主硅片不能像具有主栅设计的传统电池一样简单地与引脚阵列接触。因此我们优选GridTOUCH技术,其排列方向平行于主栅线(参见图3(a))。利用该方法,可以同时测量6块待分离叠瓦电池的效率。而局部效率信息则可以通过前置暗电致发光(EL)技术获得,这是当今I-V测试仪的常见功能。
“激光分离可能会引入边界开裂,甚至是漏电通路,这些也是需要进行检查的”
然而,激光分离可能会引入边界开裂,甚至是漏电通路,这些也是需要进行检查的。一种可选方案是在分离后立即使用在线非接触式PL技术,以便检测有缺陷的电池。由于PL摄像机的宽视野和非接触式测量的短测量时间间隔,可以同时测2块叠瓦电池(假设根据叠瓦电池尺寸进行适当自动化处理),从而避免了前面提到的产能瓶颈。图3(b)显示了6块分离pSPEER电池测量样品的PL图像。
pSPEER太阳能电池样品
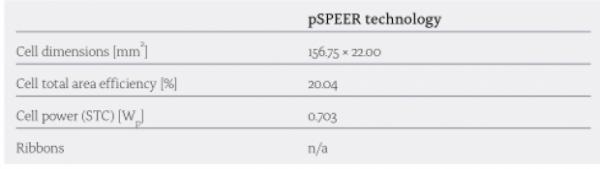
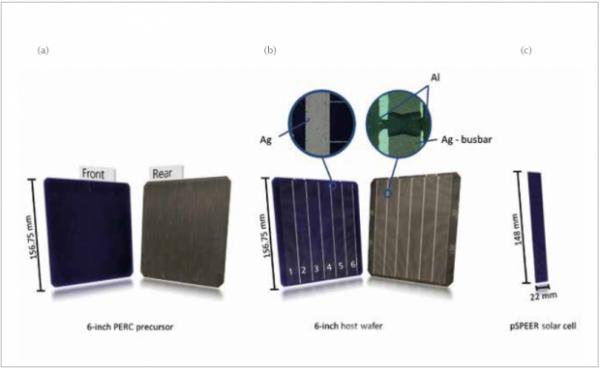
最新的pSPEER电池结果发表在Baliozian等人的文章中[26]。该批次样品使用氮化硅(SiNx)层对磷掺杂发射极(参见图4(a))进行钝化作为预处理。背面则镀有氧化铝(AlOx)和SiNx叠层。测得来自参考样品批次的体电阻率在0.3Ωcm≤ρB≤0.9Ωcm范围内。
对样品的处理从激光LCO开始,我们选择使用Fraunhofer ISE的红外激光工艺。外部的背面电极,在这里使用的是银,也称为背面主栅,是首先进行丝网印刷(外部银电极类似于6英寸PERC电池的印刷背面焊盘)的。然后在背面增加铝网格,并覆盖LCO;这在铝电极网格之间形成银主栅(见图4(b))。接下来是印刷正面银电极网格,并在工业快速烧结炉中进行接触烧结。随后经过激光划线和机械切割分离工艺,得到6块尺寸为22mm×148mm的pSPEER电池(参见图4(c))。之所以选择这种pSPEER电池尺寸进行研究,是因为能灵活应用于不同的商用硅片尺寸。
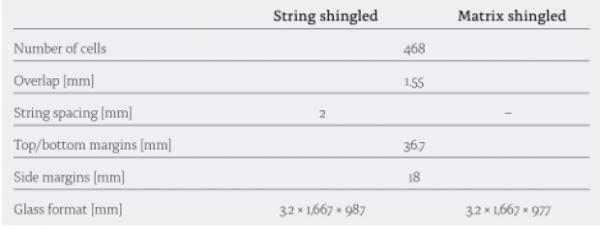
为了对制造完成的pSPEER电池进行表征,需要在标准测试条件下进行测量(STC; Gf= 1,000W/m2)。正如Baliozian等人[26]报道的那样,对于标称尺寸为22mm×148mm的pSPEER电池,I-V测量结果显示指定区域峰值前端效率ηf= 21.4%,如表1所示。pSPEER电池产生开路电压Voc= 666mV,填充因子FF= 79.8%,伪填充因子pFF= 82.3%,短路电流密度jsc,des= 40.2mA/m2。在STC下测量同一电池的背面时,得到指定区域背面效率ηr= 13.7%,其他参数包括Voc= 654mV,FF= 79.7%和jsc,des= 26.2mA/m2。因此,可以计算双面因子β=ηr/ηf= 0.64。 pSPEER电池总输出功率密度Pout= 22.8mW/m2(考虑到背面辐照度Gr= 100W/m2)。
此外,背面jsc,des与前表面jsc,des之差Δjsc,des= 14mA/m2;这种差异是源于背面金属化面积大于前表面。另外,所用特定先驱物样品背面的光学性质不是最佳的,因为它们尚未针对双面使用进行调整。背面和前表面测量值之间的Voc差异,或ΔVoc约为12mV;这种差异是由于较低的背面jsc,des和较小程度上的边界复合,这可以使用单二极管模型方程验证。
另一方面,在同一批次中制造的6英寸双面PERC电池与分离的pSPEER电池之间的pFF差异,或ΔpFF,为~1.2%sbs;这表明分离过程会引入边界复合。作为分离工艺的副产品,切割边界会被一层薄的原生氧化硅层进行轻微钝化,除此之外就没有其他边界钝化过程了。为了提高分离后电池的性能,需要进行额外的边界钝化工艺。在接下来的章节中将讨论通过激光辅助分离工艺以及额外的边界钝化工艺来减少边界复合。
激光辅助分离技术及其表征
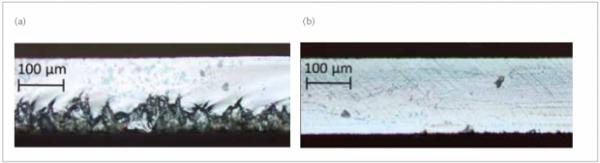
分离叠瓦电池最常用的方法是进行激光划线,然后进行机械切割(LSMC)。激光划线器利用脉冲激光沿整个分离路径烧蚀硅片表面,由此产生的激光刻蚀槽可以通过机械切割轻松地实现电池分离。然而,激光刻蚀会导致切割区域中硅材料熔化和重构,产生光学可见的粗糙表面,如图5(a)所示。晶体结构的破坏导致边界处出现大量缺陷。由于所获得的叠瓦电池具有高的周长与面积比,因此损坏的边界会带来严重的损失。
热激光分离(TLS)[27,28]是用于替代LSMC分离的破坏力较小且无切口的分离工艺。其具体过程是,首先从硅片边界开始由红外激光器进行短划线,以引发裂缝。随后,在硅片表面上引导连续波红外激光(TLS裂解激光),随后进行流动水冷和空气冷却。这种加热后又冷却的过程会在材料内引入热应力,并导致硅片沿着引导路径从初始裂缝传播开裂。该过程能产生平滑的叠瓦电池边界表面,如图5(b)所示。
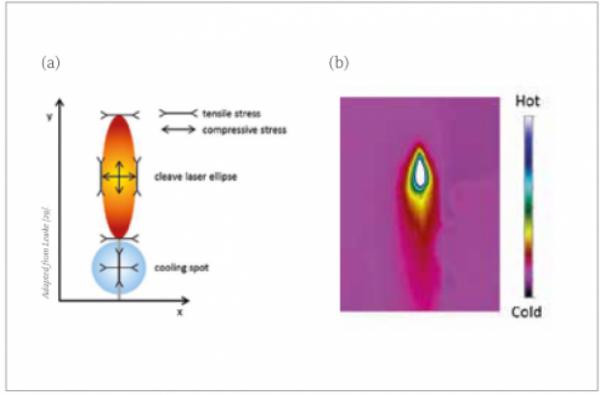
图6(a)中展示的TLS过程高度依赖于各种工艺参数,包括切割激光功率、推进速度以及激光光斑和样品上的冷却点之间的距离等[29] 。可以通过红外成像监测解裂过程,在图像上可以看到椭圆形状的激光斑点(参见图6(b))。调整切割参数,可以优化样品上的热分布以及总散热,以实现平滑的分离边界和笔直的分离路径。
由于TLS工艺不会使硅熔化而是使之开裂,因此预计该方法引起的晶体缺陷会少很多,进而引起的电损耗也更小。在TLS时硅材料几乎不会出现消融(仅在短暂的初始划线中出现),这使得它几乎不会引起尘灰。这对于高产量的工业生产尤其具有吸引力[29,30]。此外,在机械稳定性上,TLS分离的电池要好于LSMC分离的电池[31]。
模拟工具Quokka3中的模型更新
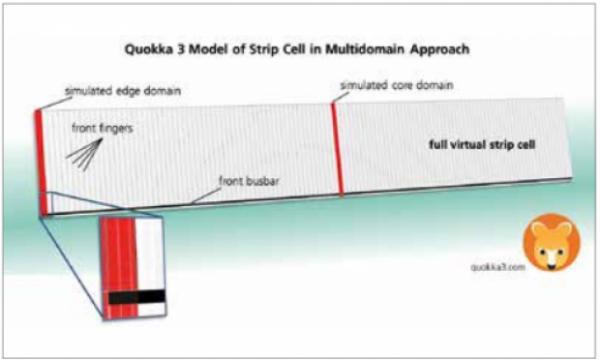
硅太阳能电池建模工具Quokka3 [33]专门用于处理叠瓦电池技术,以提高叠瓦电池建模的速度。它使用最新集成的“多域建模”,可以组合两个或多个模拟域来实现大面积设备的建模,同时维持一个小的计算网格[34]。有边界效应的太阳能电池、半切片电池和叠瓦太阳能电池设计都可以使用这种方法建模。
如图7所示,这里使用一个核心域和一个边界域来模拟pSPEER电池。有效对称元的尺寸仅为子栅间距乘以子栅长度(约1.3mm×25mm),而不是像前面报道中使用的条状电池的一半(约25mm×150mm)[35]。这将每条I-V曲线仿真计算时间从几个小时缩短到几分钟。其中,边界区域使用的是空间电荷和体区的表面复合模型,可以用复合参数j01,edge或Seff,edge和j02,edge来表示。还可以集成沿着边界的发射极窗口和可调方块电阻与表面复合进行计算。
边界复合的分析模型
除了能用于叠瓦电池的优秀数值模拟之外,对分析模型进行简化的方法也适用于计算太阳能电池边界复合。有关详细信息,请参阅Saint-Cast等人[36]报道。边界可以区分为p-n结内或在p-n结附近区域的线性复合中心;这与背面的局部复合(例如背面接触复合)有所不同,其复合主要受到少数载流子从前表面穿过硅片向背表面扩散的限制。
假设缺陷平面沿着垂直轴平移不变,则可以将仿真模型降到二维。另一个假设是线性缺陷是该系统中唯一的不均匀性来源。边界处的高复合率(与电池的其余部分相比)在其附近引起较低的p-n结电势差(或较低的过剩载流子密度)。这种电位的梯度导致电子和空穴流向缺陷区域—这也是我们正在研究的一个载流子传输问题。在该模型中,假设(假设1)相对于器件的尺寸(> 1cm),载流子流动距离非常小(> 1mm),横向载流子的流动将受到电阻损耗的限制。为了进一步简化这个问题,还假设(假设2)发射极和基极中的垂直传输远小于横向传输,则可以通过简单的薄层电阻建模(发射极ρe和基极ρB)。
图8显示了该问题的三维示意图,并与开发的模型进行了比较;由于上述假设,3D问题减少到单个维度。x轴的原点定义为线性缺陷(边界)的位置。然后分析计算p-n结处的局部电位差V(x)。
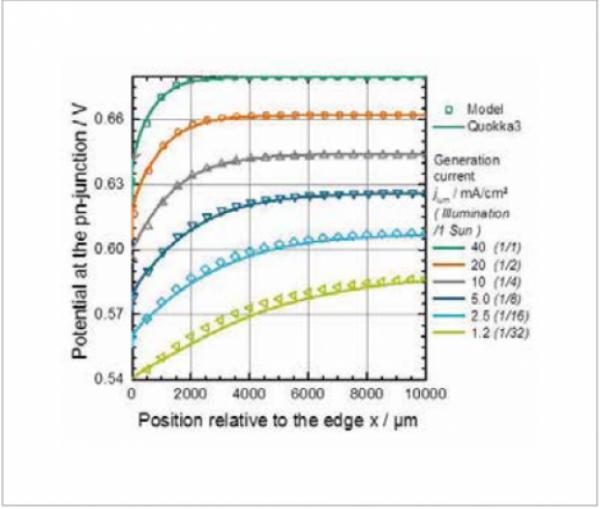
在开路条件下,由于边界处的复合,p-n结电压朝向边界减小。在图9中,分别将六种不同光照强度下的p-n结电压绘制为位置的函数。太阳光谱AM1.5G定义1个太阳辐照度,功率密度为1,000W/m2。在这种情况下,通过在温度T = 300K下照射厚度为W≈160μm的参考太阳能电池,并通过808nm波长单色光以及光子通量密度jγ= 2.5×1017cm-2s-1来实现等效生成。在低辐照度下,p-n结电压受边界影响的距离远远大于高辐照度。将模型的结果与使用Quokka3的2D漂移—扩散模拟进行比较,发现偏差只有±3mV,说明一致性非常好。对于该示例,边界处的复合参数是j02edge= 19nA/cm,与Fell等人确定的“最坏情况”值[37]相同。
这种模型的好处是简化了测量电池参数的分析,有助于确定边界的复合参数(见下一节);它还有助于理解边界复合背后的物理原理。通过数值模拟验证的该假定模型表明,在边界处重新组合的载流子传输机制主要是电阻性的。
使用PL成像进行边界复合分析
因为在成品电池的I-V参数和建模中已经看到了边界复合的影响,所以很有必要对这种类型的复合进行深入表征。参考Stolzenburg等人的研究[38],提出了一种新方法,即通过结将Quokka3器件、发光模型和PL检测方法结合来量化边界复合的大小。主要目标是确定两个相关边界对复合损失的贡献,并将它们分离,如Wöhrle等人提出的那样[35]:1)用有效表面复合速度Seff,edge描述体边界的复合;2)用基于边界长度定义的非理想复合参数jeff,edge来描述的p-n结边界处的复合。
我们研究了分别用三种不同边界处理工艺加工的硼扩散与Al2O3 / SiNx表面钝化n型浮区硅硅片(ρB=1cm)。这些硅片通过以下方式进行分离:1)TLS从前表面穿过发射极层;2)发射极和边界之间的距离dEW为300μm的TLS(发射极窗口);3)金刚石切割划线和随后手动机械切割穿过发射极层。
图10(a)展示了三种不同边界类型在0.02个太阳幅照度下的PL图像。图10(b)中的相应PL图像清楚地显示朝着边界逐渐减小的趋势和不同处理工艺下边界之间的区别。可以看到,穿过发射极的TLS切割边界不像边界复合那样受机械切割边界的影响。此外,还观察到由于少数载流子通过发射极到边界的导电性缺失对发射极窗口带来的正面影响[35,39]。
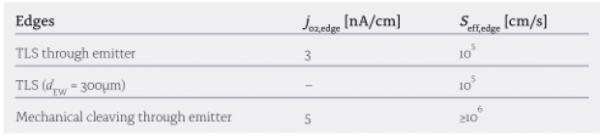
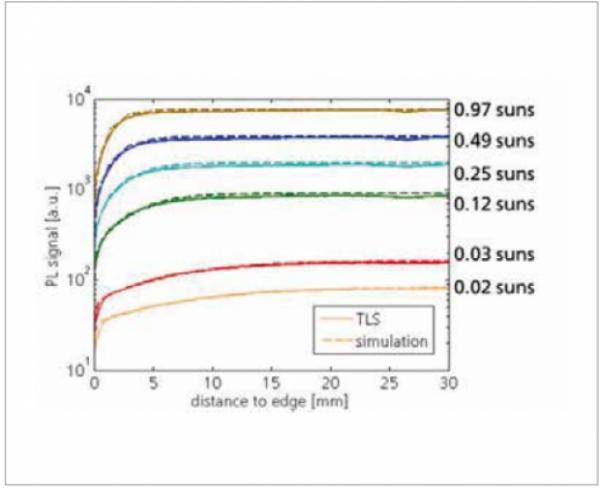
为了量化边界复合,使用Quokka3的2D PL模拟数据拟合到实验PL数据上。首先需要进行寿命校准[40],随后通过改变两个自由参数Seff,edge和jeff,edge进行拟合。六种不同辐照强度(0.02到1个太阳)的组合拟合能够区分Seff,edge和jeff,edge值。在图11可以看到通过发射极分离的TLS边界,其模拟和实验结果的一致性非常高,而研究边界的最佳拟合参数在表2中列出。
将这些结果与Dicker [41]和Fell[37]等人提出的非钝化边界的最坏情况假设进行比较,(分别为Seff,edge≥106cm/s和jeff,edge= 13或19nA/cm)可以看到本研究中的结果较小,表明在本研究中存在某种天然的边界钝化。特别是,jeff,edge与Rühle等人[39]的研究结果接近,他还报告了机械切割未钝化边界的复合参数为5nA/cm。
这里给出的方法可以用于提取关于边界复合的详细信息。由于总体目标是优化硅太阳能电池性能,从机械切割和TLS的结果比较可以得出结论,TLS工艺导致的边界损失更小,因此是潜在的叠瓦电池分离方法。此外,该方法不受特定样品参数的约束,并且可以用于不同的高效硅太阳能电池以及边界钝化的硅片,以获得关于边界复合的详细信息。
后金属化钝化边界技术(PET)
在先前的研究中可以找到一些用于减少边界复合效应的边界钝化方法的报道。例如,其中一种方法是通过将p-n结保持在距离分离边界几百微米的位置来形成发射极窗口,从而减少了暴露的空间电荷区域处的悬空键复合[5,42]。另一种方法是对整个分离路径进行大量掺杂,形成“边界表面场”,表面场会对载流子进行排斥从而减少那些预期区域的复合[43]。此外,还有文章提出了在发射极边界制造隔离沟槽的方法。隔离沟槽可以通过激光烧蚀工艺,加上湿化学蚀刻,然后通过例如热生长的氧化硅或多晶硅[44]方法对沟槽进行钝化来实现。尽管所有这些方法都能减少边界复合,但是它们的商用可行性受到以下限制:所涉及的工艺必须在金属化之前在前端进行,并且这些工艺可能非常昂贵。
据报道,在经过化学处理的边界上生长二氧化硅可以减少主要在低光照条件下检测到的边界复合[45,46]。此外,还有报道研究了通过具有高电荷密度的介电层直接在边界处钝化p-n结和/或基极的方法[47]。然而,如Altermatt等人所报道的那样,为了在边界上形成高质量的氧化物钝化,必须先去除由分离过程中产生的受损硅材料[48]。
另一方面,后金属化/分离边界钝化工艺似乎是一种有竞争力的方法:因为需要找到工业上可行的边界钝化工艺。其中一项技术挑战是金属电极的稳定性会在烧结后的热过程中降低,如Kontermann [49]和Chan等人所述[50]。
在Fraunhofer ISE开发的PET旨在结合TLS分离工艺来减小边界损伤,同时提高边界钝化质量,并且不会损害太阳能电池电极。经过PET处理的pSPEER电池(pSPEER PET)表现出了更高的前表面效率ηf= 22.1%和总输出功率密度Pout= 23.5mW/m2(其中背面辐照度Gr = 100W/m2)。关于这些pSPEER PET太阳能电池和PET工艺的更多细节可以在Baliozian等人的文章中找到[51]。
互连
与传统的太阳能组件相比,叠瓦式电池互连不需要焊带或焊线。太阳能电池直接在一块小的重叠区域内互连,这种方法与屋顶瓦片类似。互连工艺分为4步:
1. ECA的应用;
2.通过抓取和放置工艺实现电池放置;
3.固化(可选);
4.层压(封装固化);
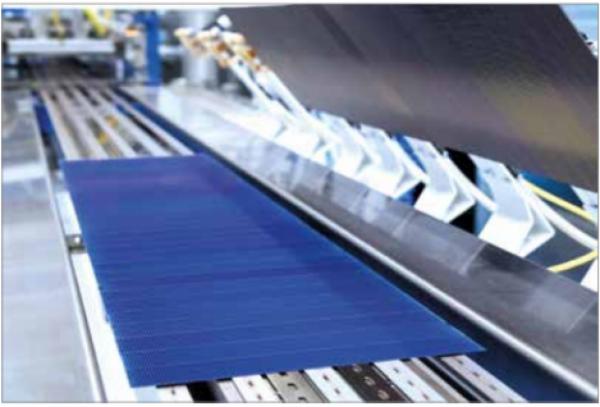
Fraunhofer ISE提供的ECA应用技术包括点胶、钢网印刷和丝网印刷。在实验室里,ECA可以手动涂敷或使用半自动钢网和丝网印刷工艺。此外,全自动商用串焊机(TT1800,与串焊机制造商团队联合技术开发)[52]可用于不同尺寸和几何形状的电池生产各种长度的叠瓦组合(参见图12)。钢网和丝网印刷可以实现任意的ECA印刷图案,同时还能优化ECA消耗。此外,机器人式的抓取和放置过程[53]可以支持制造矩阵叠瓦互连(在下一节中更详细地讨论)。
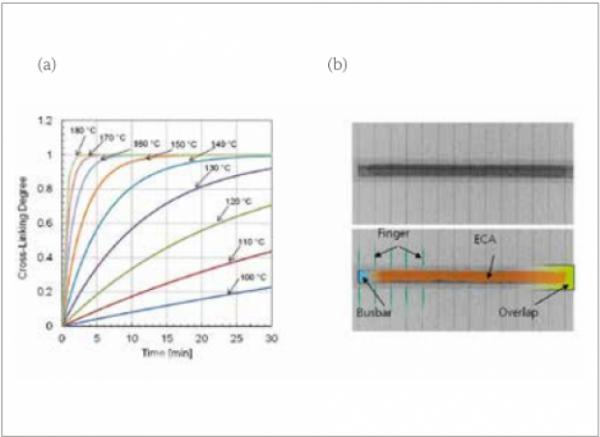
与焊接相比,ECA不是通过熔化和固化而是通过热激活的化学交联反应来实现太阳能电池互联的;而交联反应速率取决于温度,并且通常在温度高于100°C时开始反应。在150°C的温度下,固化持续时间可以从几秒到几分钟。因此可以将层压和固化工艺结合在一起,避免了在层压前进行一次额外的固化步骤[54]。
叠瓦过程中最关键的一环是太阳能电池之间的连接,因此组件性能高度依赖于所应用的ECA材料;为了确保互连的可靠性,需要对ECA进行深入的适用性评估。我们开发了基于差示扫描量热法(DSC)测量的固化动力学模型[55],用于对串焊或层压过程中的温度时间曲线进行特定优化,以确保接触点完全固化(参见图13(a))。
另外,非破坏性X射线透射成像可以显示接触点甚至最终层压板中的玻璃几何形状和均匀性信息(参见图13(b))。而破坏性成像方法包括根据IEC 61215 [56]在加速老化测试后研磨组件横截面。最后,光学方法,如光学显微镜和扫描电子显微镜(SEM),可用于识别接触点的失效机制。
为了进一步验证这些实验结果,我们使用结构-机械有限元模拟方法对受到例如温度循环或机械载荷时叠瓦接触点受到的潜在影响进行更深入理解。在这里,ECA体材料在机械行为方面的特性是模拟的重要输入信息。
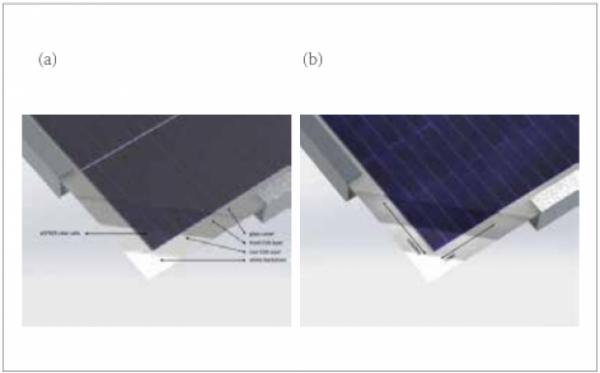
在这里,使用动态力学分析(DMA)来测量和模拟ECA的粘弹性[57]。图14(a)显示了Fraunhofer ISE用于互连叠瓦太阳能电池的一种材料典型DMA数据。该材料在40至120℃之间显示出独特的粘弹性,频率范围为0.5至50Hz。尽管ECA含有高比例的金属填料以确保导电性,但剩余的有机粘合剂基质会引起粘弹性行为。通过使用时间-温度叠加原理移动这些离散的数据集,可以绘制出主曲线(见图14(b));该曲线描述了在参考温度下材料的弛豫谱(参考温度通常选择为玻璃化转变温度Tg)。存在几种流变模型,其使用弹簧-阻尼系统来模拟这种机械特性。用于进行有限元方法(FEM)研究的Comsol Multiphysics软件是通过数值与广义Maxwell模型的拟合来完成的[58];使用i = 20个Maxwell臂实现数据的平滑表示。在这种材料建模的基础上,对受到(热)机械载荷的叠瓦太阳能电池串的有限元研究已经进行并在发表在Klasen等人的文章中[57]。
组件技术和应用领域
由于光学和电学效应,太阳能电池集成到光伏组件中会导致输出功率的改变。组件层内的吸收、光学界面处的反射和太阳能电池互连中的电阻损耗是光伏组件内主要的损耗因素。
另外,当加上非有效组件区域(例如,电池










 扫一扫关注微信
扫一扫关注微信
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}