多线切割技术工程人员的养成六步。
1、切割参数关系的基本认知。
2、工艺参数的调整把握程度。
3、利用切割工艺参数的优化,去弥补其一定切割品质问题。
4、针对切割材料、辅料差异调整切割思路。
5、辅料的应用于切割工艺融会贯通,利用辅料的特性达到公司所需要的要求。
6、提出改善设想,跳出辅料固定思维,创造新型应用配套材料。
总结虽有不足,但希望通过自己的分享,加强技术交流,弥补不足之处,如有不需望指出。打破固步自封、墨守成规现象。
一个良好的多线工程人员,应具有第一时间,使用较少调整时间,达到最好的结果,同时兼顾成本、效率的提升,切割品质的保证。
以下涉及较多内容是双向切割工艺调整。
一、切割参数关系的基本认知。
切割参数分为进给位置、进给速度、最高线速度、送线距离、回线距离、温度、流量、加减速、主轴停止时间、恢复线弓时间、张力等参数。
做出一套符合公司需要的工艺,是需要几项参数进行细节匹配,但在初步设定工艺状况下,切割参数之间的关系需要理清。
工艺参数的介绍
1.1进给位置:晶棒切割不同位置工艺变更的节点和最后切割停止的位置。
1.2进给速度:根据材质差异及切割条件变更调整切入台速变化的值。
1.3最高线速度:为切割材料所需要输入最高切割线速度。
1.4送线距离:(也即为“前进距离”)在做双向切割下,一次前进的钢线长度。
1.5回线距离:(也即为后退距离”)在做双向切割下,一次后进的钢线长度。
1.6温度:控制切割过程砂浆、水、或者混合液体的温度。
1.7流量:切割过程需要砂浆、水、或者混合液体的流速。
1.8加减速:从0至最高速度的时间及从最高速度降低至0的时间。
1.9主轴停止时间:在主轴电机加减速启停之间,主轴电机的停止时间。
1.10恢复线弓的时间:在进给台速负载后,并保持线速度不变情况下,减少线弓弯曲度。
1.11张力:切割过程中依据钢线规格设定的钢线张力值。
了解了各个切割参数的介绍,就应该能够清楚各个参数之间的简单组合关系,可以通过某个参数的调整来达到的最好效果。
切割工艺的隐藏参数
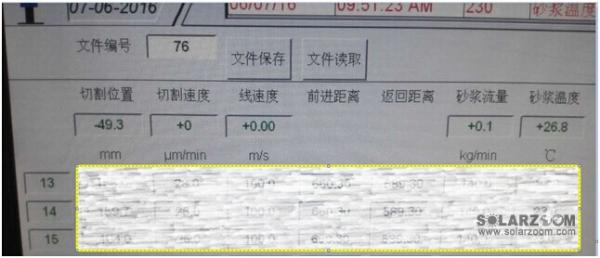
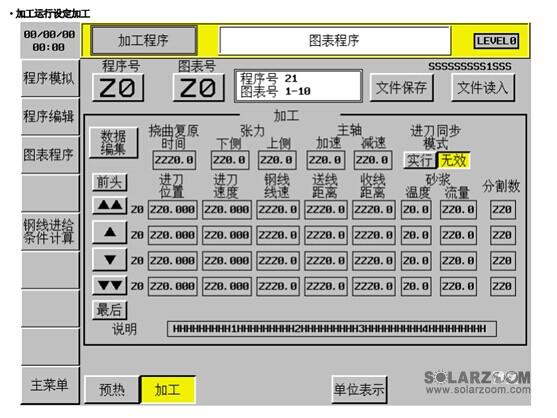
2.1事例:
看上图最高速度、送线距离、反线距离是根据那什么条件来计算出来的?下面初步讲的就涉及这几个内容。
2.11周期数:
周期数只针对对双向切割来说的一个参数,即使单次运行时间或者大多数人的1min运行几个往返次数。
2.12新线供给量:
根据切割位置变化和需要适量提高切割能力的需要,所增加的钢线耗量。
2.13平均速度:
平均掉周期运数下导致频繁加减速及其停止时间降低和的时间后的平均速度,平均速度才是切割过程的重要参数。
2.14前进回退百分比;
送线距离和返回距离之间值接近50%,切割效果越好。
从个人来看,硅片线切割的工艺的一个不断需要积累经验,并在试验过程中做好各项数据的收集工作,不断总结与探讨交流,才能对工艺的了解的更加透彻。
二、工艺参数的调整把握程度。
大多数多线切割设备的参数设置上下限范围较大。
如:
1、台速的设定可0.1mm/min-400mm/min。
2、线速度从0.1m/s到31m/s。
3、流量从10-240L。
4、周期数2.5-0.7回/min。
5、切割位置的设定,步骤的多少。等等
设定的上下的范围根据所需求性进行修改和完善,从而能够避免不正常的操作。
2.1进给位置
设定的标准是什么?
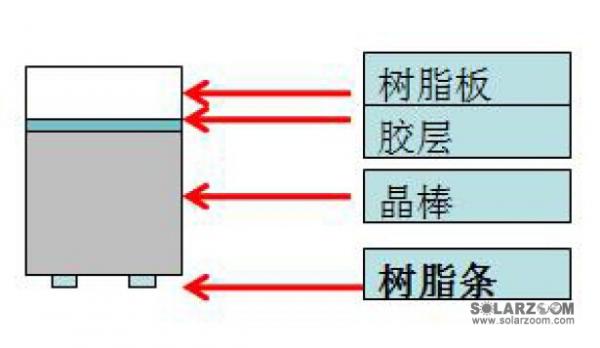
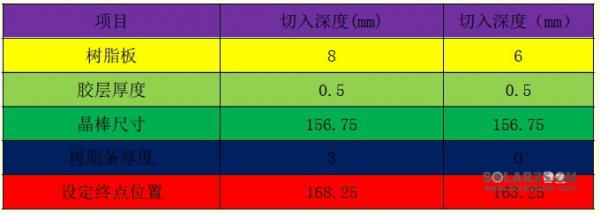
我们通过图一了解到谁定最优切割深度的组成因素,下面我们就通过了解切割晶体、辅料的厚度状况我们知晓了,我们可以进行最终切割深度的设定位置。
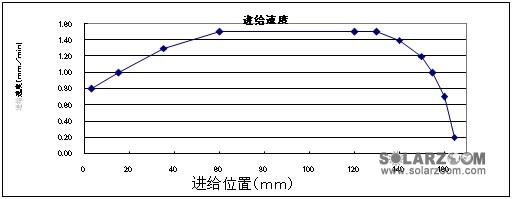
2.2进给速度
进给速度也就是决定影响单刀切割时间的关键数据。影响最大进给速度主要三项:
1、钢线类型。(树脂金刚线、电镀金刚线)
2、在之切割晶体的差异(单晶、多晶等)
3、就是工艺需求的匹配性(单向切割、双向切割、切割异常补益等)
示例:

以上数据是根据较为前端企业切割工艺数据。在我们计算不同进给位置时设定进给速度的曲线基本是先低中高尾低,如下图所示:
2.3最高线速度
2.3.1最高线速度的设定取决于条件有以下几个主要方面:
1、设备出厂设计的最高转速(考虑设备排线精度、长时间运转精度、切割产品需求性)2、工艺需求的匹配性(切割晶体的厚度、单双向、工艺补益)3、切割工具的需求性(如金刚线、砂浆切割模式直拉钢线与结构线的特殊性)4、设备的持续稳定性。(现在较多厂家宣传理念基本是围绕能够跑很高,但按照最长时间运行,设备的共振、磨损状况都将面临挑战。)2.3.2光伏行业多线切割设备的运行理念
根据8年左右从接触砂浆的三大系列NTC MB HCT的机型来看,最高线速度的设计为最高线速度的60-80%之间,传统砂浆的设计线速度为1000m/min。
从2013年接触金刚线的来说,占市场较大份额的机型基本为NTC 、MB、大连连城、青岛高校、无锡上机。大多数厂家工艺最高线速度运行也均是按照设计最高速度70-85%之间运行,近一年出版的金刚线专用设备最高线速度均为1800m/min。
2.3.3常规切割工艺线速度设定的变化曲线图
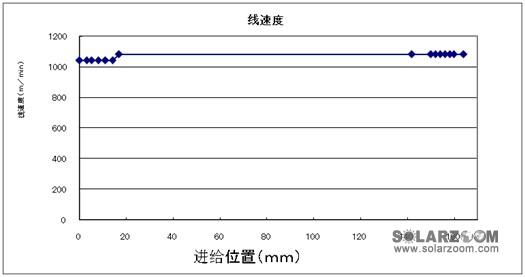
1、较多厂家的使用经验来分判工艺,基本为前低后平。
2、最高线速度和最低线速度的差距保证在10-20%。
3、最低线速度只出现晶棒前端10%或者尾端20%区域。
(以上仅代表大多数厂家工艺思路,不代表某些极端编写工艺)2.4送线距离和回线距离(供线、回线或前进、后退)送线距离和回线距离其实是与线速度想密切相关的数值,送线距离和回线距离决定可以决定周期数、新线供给量等其他参数。
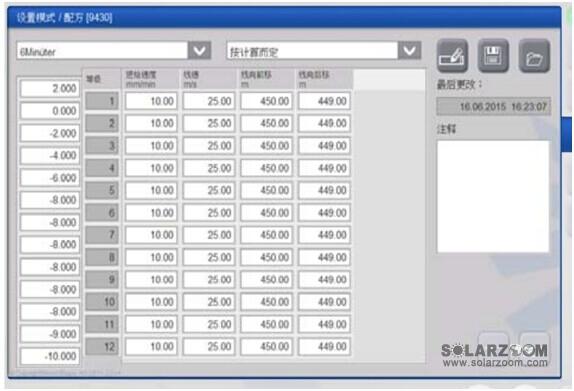
2.4.1我们针对线速度、送线距离、回线距离三者关系之间的隐藏参数进行讲解。为什么说是隐藏那?因为我们表面的输入工艺的话只能看到线速度、送线距离、回线距离如下图所示,这是我们经常输入的各个设备厂家的工艺输入界面(连城、NTC、MB、青岛高校、安永)。
大连连城QPJ1660
NTC-600DT
MB-S3
青岛高校

TV600
从各家设备的工艺输入界面是看不出来周期数、新线供给量、平均线速度等值。
2.4.2新线供给量与周期数
以下公式就是计算工艺的新线供给量及其周期数公式周期数=60/((送线距离+回线距离)/线速度*60+主轴加速+主轴减速+主轴停止时间*2))每分钟新线供给量=送线距离-返现距离*周期数

周期数:
周期数的建议值根据切割线速度、工艺补偿需要,这个需要一定经验积累。现在金刚线专用机周期数为0.7-1.5回/min.
(未完待续)
作者介绍:
马进东,现供职于开封恒锐新金刚石制品有限公司,专注研究专注于树脂金刚线、电镀金刚线













 扫一扫关注微信
扫一扫关注微信
{kind=link}
{kind=link}